

在各種機械設備中,由于金屬表面間的相對運動使摩擦副表面不斷產生大量的磨削碎片和微粒,即磨損顆粒。對于有潤滑油的摩擦副,磨損顆粒會進入潤滑油中,其數量、尺寸、外貌、成分等卻反映了不同的磨損方式和磨損過程,這些為分析診斷機械設備的運行狀態提供了依據。
目前,應用鐵譜技術來分析機器的磨損狀態,主要是從以下四方面來進行的:
(1)根據主要磨粒的形成、顏色和尺寸等特征來判定機器(及有關零部件)所處的磨損階段以及相應階段發生的磨損類別(如疲勞、剝落、腐蝕等)及其磨損的程度;
(2)根據磨損量(即磨損曲線)對機器的磨損進度進行量的判斷;
(3)根據磨損嚴重性,確定機器磨損的劇烈程度;
(4)根據磨粒的材質成分來判斷機器磨損的具體部位及磨損零件。
由此可見,鐵譜技術是一項技術性較高、涉及面較廣的磨損分析與狀態監測技術。
一、鐵譜的定性分析
鐵譜定性分析是使用鐵譜顯微鏡對鐵譜片上沉淀的顆粒進行形狀、尺寸大小、形貌和成分的分析,建立磨損狀態類型與磨損顆粒形態的相互關系,判別摩擦副的磨損程度以確定失效情況和磨損部位。
根據不同的金屬零件,磨損顆粒按其產生的方式可分以下幾類。
1.鋼鐵磨損顆粒
鋼或合金組成的摩擦副在運動中產生的顆粒,按其磨損情況、顆粒尺寸和形貌分為三大類,即摩擦磨損顆粒、切削磨損顆粒、滾動疲勞磨損顆粒。根據磨粒形成的機理,將它的形貌特征列于后面表中。
2.軸承合金磨屑
由于軸承合金沒有磁性,因此,在鐵譜片上不按磁場方向排列,以不規則方式沉淀,大多數偏離鐵磁性顆粒鏈,或處在相鄰兩鏈之間,它們的尺寸沿譜片的分布與鐵磁性顆粒從大到小有序排列有著明顯的區別。
(1)銅合金
銅合金有特殊的紅黃色,因而易于識別它們。一些金屬顆粒的回火色容易與銅合金顆粒相混淆,然而鐵顆粒具有磁性,可與銅區分開來(鐵顆粒在磁力鏈上)。
(2)鉛、錫合金
在鐵譜片上經常可以看到許多游離的鉛、錫合金磨屑,由于這類合金具有良好的塑性,故它們的形成機理是擦傷后的輾片而不是剝落。在鐵譜上看到鉛、錫合金磨屑往往已被氧化。
3.鐵的氧化物
鐵的氧化物可大致分為紅色和黑色兩種。鐵譜片上出現紅色氧化物,表明潤滑系統中有水分存在,紅色氧化物是鐵和氧在常溫下反應的最終生成物。如果鐵譜片上出現黑色氧化物,說明系統潤滑不良,在磨屑生成過程中曾出現過高熱階段。
4.潤滑劑的變質產物和摩擦聚合物
(1)腐蝕磨屑
(2)摩擦聚合物 由于潤滑劑在臨界接觸區受到超高的應力作用而產生的。
(3)二硫化鉬 二硫化鉬是一種有效的固體潤滑劑
5.污染顆粒
新油中也會存在少量的顆粒,而對使用過程中混入的污染、塵埃、煤塵、石棉屑、過濾器材料等,應根據實際情況具體加以識別。
為了更進一步對鐵譜片進行判讀,獲得更多的信息,有時會采用對鐵譜基片加熱分析的方法。該檢測法是通過對鐵譜片進行加熱處理,然后借助磨屑的回火顏色不同來鑒別其磨屑的材料成分,從而判定機器發生磨損的具體部件。這種檢測方法對分析、判別多部件磨損工況下潤滑油中各類材質的磨屑成分是一種極為有效的方法。目前已能通過該技術成功地對鐵譜片上的鑄鐵、低合金鋼、不銹鋼等多種金屬磨屑材料進行鑒別。如將鐵譜片加熱到330℃(時間為90s),低碳鋼磨屑變為調和的藍色,鑄鐵屑會變為淡黃色,而鋁、鉻和鉛屑仍為白色,甚至加熱到500℃,鉻、鉛和鉬等仍為白色。
鐵譜片加熱分析法的具體程序是:將鐵譜片置于標準的實驗室加熱板上,然后放入高溫烘箱,利用表面溫度計測溫,加熱至選定的溫度,加熱時間為90s,待鐵譜片冷卻后在鐵譜顯微鏡下用白色反射光和綠色透射光進行觀察和拍照。然后比較各種加熱溫度下的磨屑回火顏色(表2),對磨屑進行材料的識別。
表2 鐵譜片加熱檢測舉例(加熱時間90s)
采用鐵譜片加熱分析法時應注意,通常回火顏色只在鐵譜片的入口區大磨屑沉積部位才能顯示,而在50mm處以下的小磨屑由于某些原因影響,一般不顯示回火顏色。
某煉化公司擠壓造粒機鐵譜故障診斷報告
某煉化公司的擠壓造粒機,技術人員在巡檢設備時發現潤滑油變黑,潤滑油的色度與新油有很大的差異,憑借豐富的設備管理經驗,可以斷定該設備異常運轉。為了得到更加可靠和有說服力的數據,該技術人員進而使用了測振、頻譜分析、測溫等檢測手段,但檢測的結果卻令人吃驚,設備運轉正常。由于缺乏科學的數據,一方面設備還是照常運行,另一方面該技術員把油樣郵寄給深圳亞泰,讓該公司的油液診斷專家幫忙查找設備的故障原因。
煉化擠壓造力機分析鐵譜檢測,譜圖如下:
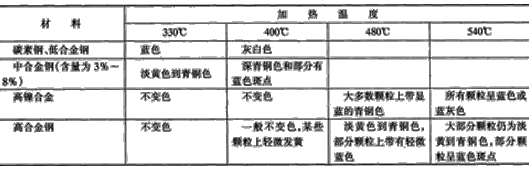
1、疲勞磨損圖譜:
分析:磨粒尺寸在30um以上,屬于嚴重的疲勞磨損,一般而言疲勞磨損磨粒在15um以下屬于正常磨損。
結論:設備潤滑不良,過載、壽命
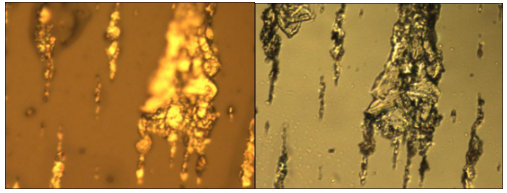
2、粘著磨損圖譜
分析:此磨粒周圍表面發黑,鐵、鋼在高溫下氧化,形成黑色的四氧化三鐵,磨粒也在30um以上,故此磨粒粘著磨損嚴重。
結論:由于潤滑嚴重不良或過負載導致摩擦副直接接觸產生高溫,溫度偏高產生四氧化三鐵。粘著磨損的主要成分是鐵。
3、正常磨損圖譜
該機器正常磨損在15um,片狀顆粒圖譜。
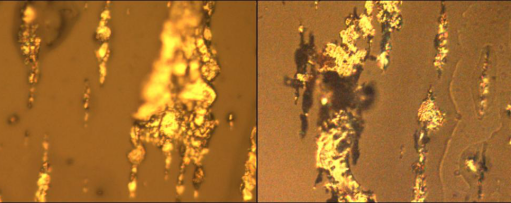
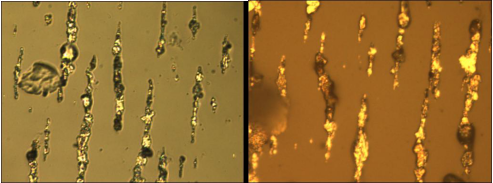
4、疲勞磨損譜片加熱前與加熱后對比圖
分析:鑄鐵磨粒加熱后顏色不會發生變化還是黃色
鋼磨粒加熱顏色會變藍(鋼淬火表面是藍色)
結論:此齒輪表面發生了嚴重的疲勞磨損(齒輪一般由鑄鐵構成,軸承一般是不銹鋼),排除了軸承疲勞磨損的可能。
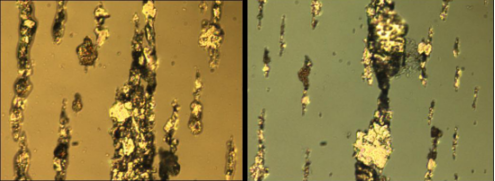
5、粘著磨損譜片加熱前與加熱后對比圖
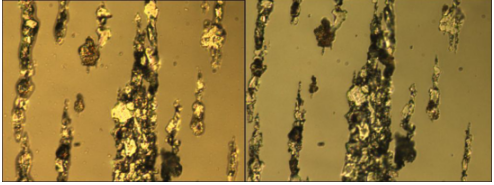
分析:加熱后磨粒顏色沒有發生變化
結論:在此證明此粘著磨損顆粒屬于鑄鐵,齒輪存在嚴重的磨損。
綜合以上圖譜信息診斷結論如下:
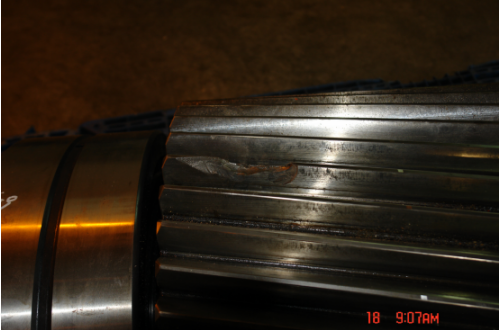
由于潤滑不良,或者超負荷運行,導致齒輪過度疲勞,形成大量、嚴重的疲勞磨損、粘著磨損,使得該機器處于嚴重的異常磨損狀態。建議立即停機,對齒輪箱進行檢修。
由于診斷信息的及時反饋,避免了一次重大事故的發生。擠壓造粒機解體檢修如下圖:齒輪斷裂

本文首發深圳市亞泰光電技術有限公司官網,亞泰光電,國家高新技術企業和深圳知名品牌,10余年工業內窺鏡和油品分析儀研發、生產行業經驗,世界500強指定合作供應商,產品優惠熱線:0755-86656083 86656390,聯系我們獲取更多讓您怦然心動的詳情,期待您的指導與交流!
最新資訊文章










