

某大型煉化廠從日本進口了一臺擠壓造粒機, 價值幾百萬元, 工作一年多出現工作不平穩和振動大的問題。由于結構復雜,體積龐大,無法判別是否有故障。即使有故障,也不能準確確定故障部位。煉化廠為此傷透腦筋。
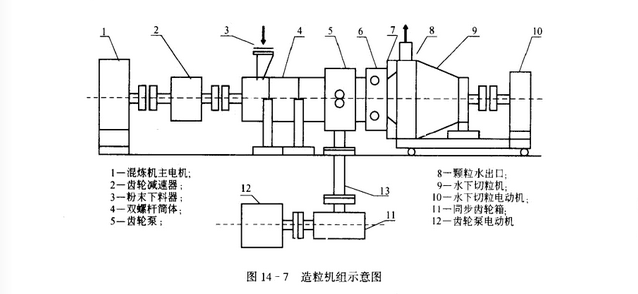
深圳亞泰光電公司技術人員提出采用油液監測查找故障部位和故障原因的方案,從潤滑系統里抽取油樣,用分析式鐵譜儀對潤滑油里面的磨粒大小和形貌分析。具體步驟如下:
1:對油樣加熱到65度, 保溫5分鐘, 搖晃均勻。
2:濃度稀釋和粘度稀釋。用干凈的新油(一般用未使用過的透平油),進行濃度稀釋。取稀釋后的油樣1ml, 加入3ml的稀釋液進行粘度稀釋。
3:制作鐵譜片
4:分析:觀察磨粒的大小,形貌和顏色等
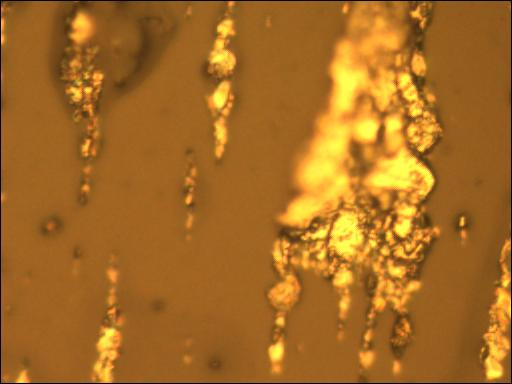
分析:磨粒尺寸在30um以上,屬于嚴重的疲勞磨損,一般正常磨損的磨損磨粒在15um以下。形貌是大的塊狀,而正常磨損時是小的片狀磨粒。
結論:從上面的鐵譜圖看出,該設備潤滑不良,或者過載。
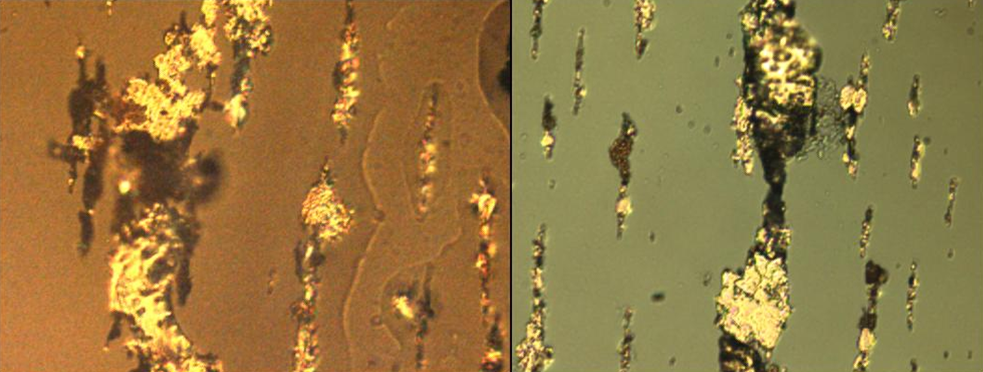
分析:此磨粒周圍表面發黑,鐵、鋼材料在局部在高溫下會發生氧化,形成黑色的四氧化三鐵,磨粒也在30um以上,故此磨粒粘著磨損嚴重。
結論:該擠壓造粒機潤滑嚴重不良或過負載導致摩擦副直接接觸產生局部高溫,形成嚴重的粘著磨損。輪齒表面已經出現嚴重的故障或者變形。建議立即停機檢修。

煉化廠接到深圳亞泰光電公司的診斷結論后立即對該造粒機檢修,發現減速齒輪箱輪齒存在嚴重故障,與亞泰光電的診斷結論完全一致。更換齒輪,清洗潤滑系統后造粒機恢復正常。
(本文作者鄭翔, 系中國設備管理協會高級專家, 中國機械工程學會摩擦學分會油液監測委員會理事)
最新資訊文章










